on the inner side, next to the shaft wall, was filled with earth and sand. The
height of the furnace was only from 6 to 7 meters.
From a technical point of view, the manufacture of pig-iron went forward
very slowly. The height of the shaft was slightly raised, and the timber walls
were replaced by walls of stone; but the form of the shaft, the material of
which it was constructed, the blowing-machines, and so forth, remained much
the same as before down to the thirties of the nineteenth century. Then, however,
several important improvements were introduced. Hot blast came into use, the
shaft was made of fire bricks instead of stone, and its lower part, the stalle, was
given a round shape and was made of stamped quartz, mixed with some fireclay,
this mixture being rammed in round wooden frames. These stdllen with their
covering of stamped qujrtz stood a great deal of wear and tear, and thus allowed
of longer blasts.
However, the most important improvement then introduced was with regard
to the calcining or roasting of the ores.
Blast Forge.
The roasting process, as everyone knows, is intended to remove certain useless
or injurious bodies (water, carbonic acid, sulphur) out of the ore, to render the
ore more porous and easily crushed, and to increase the degree of oxidation in
certain ores, so that they may be more easily reduced in the blast furnace.
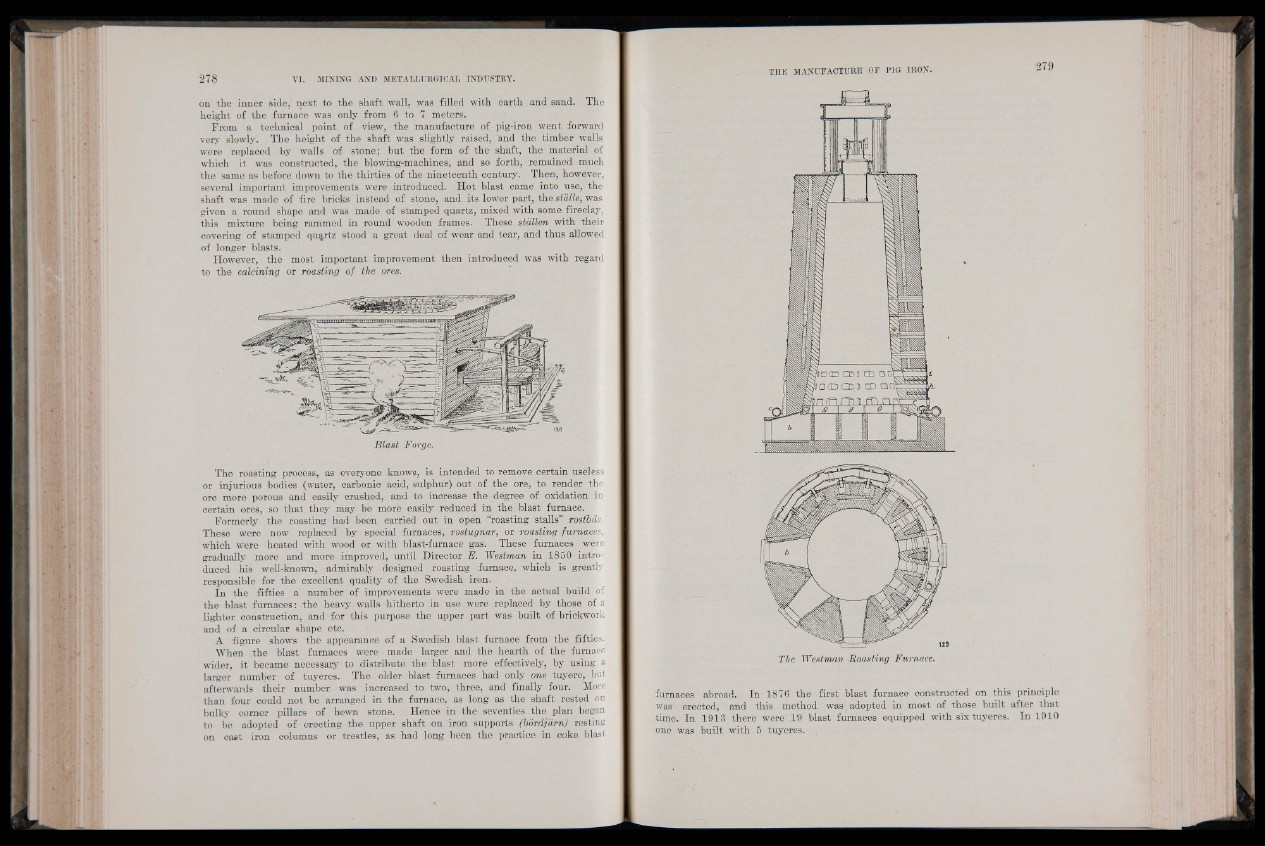
Formerly the roasting had been carried out in open “roasting stalls” rostbds.
These were now replaced by special furnaces, rostugnar, or roasting furnaces,
which were heated with wood or with blast-furnace gas. These furnaces were
gradually more and more improved, until Director E. Westman in 1850 introduced
his well-known, admirably designed roasting furnace, which is greatly
responsible for the excellent quality of the Swedish iron.
In the fifties a number of improvements were made in the actual build of
the blast furnaces: the heavy walls hitherto in use were replaced by those of a
lighter construction, and for this purpose the upper part was built of brickwork
and of a circular shape etc.
A figure shows the appearance of a Swedish blast furnace from the fifties.
When the blast furnaces were made larger and the hearth of the furnace
wider, it became necessary to distribute the blast more effectively, by using a
larger number of tuyeres. The older blast furnaces had only one tuyere, but
afterwards their number was increased to two, three, and finally four. More
than four could not be arranged in the furnace, as long as the shaft rested on
bulky comer pillars of hewn stone. Hence in the seventies the plan began
to be adopted of erecting the upper shaft on iron supports (bordjarn) resting
on cast iron columns or trestles, as had long been the practice in coke blast
The Westman Boasting Furnace.
furnaces abroad. In 1876 the first blast furnace constructed on this principle
was' erected, and this method was adopted in most of those built after that
time. In 1913 there were 19 blast furnaces equipped with six tuyeres. In 1910
one was built with 5 tuyeres.